MENGENE KİLİTLEME GÜCÜ HESAPLAMA YÖNTEMLERİ
Plastik Enjeksiyon Makinası seçiminde ve kullanımında en önemli parametrelerden birisi Mengene Kilitleme Gücü dür.
Mengene Kilitleme Gücünün hesaplanmasında gerekli parametreler
-
Enjeksiyon yapılan parçanın projeksiyon alanı
-
Enjeksiyon yapılan noktadan en uç noktaya kadar olan mesafe
-
Enjeksiyon yapılan parçanın et kalınlığı
-
Enjekte edilen hammadde cinsi
Mengene Kilitleme Gücünün hesaplanmasında gerekli parametreler
-
Enjeksiyon yapılan parçanın projeksiyon alanı
-
Enjeksiyon yapılan noktadan en uç noktaya kadar olan mesafe = Akış mesafesi
-
Enjeksiyon yapılan parçanın et kalınlığı
-
Enjekte edilen hammadde cinsi
Mengene Kilitleme Gücü Formülü : G x Ayüzey x pW
Bu formülde
-
G: Kalıptaki göz adedidir.
-
Ayüzey : bir parçanın cm2 biriminden projeksiyon alanı hesabıdır.
-
pW : cm2 ye düşen enjeksiyon basıncı dır. Bar veya KN cinsinden ifade edilir.
Bu bilgiler ışığında basmayı düşündüğümüz parça veya parçalar için gerekli olan Mengene Kilitleme Gücünü hesaplayabiliriz.
ÖRNEK
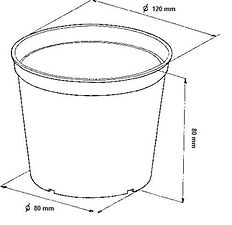
Ürün : Saksı
Boyutlar : Alt Çap : 80 mm
Üst Çap : 120 mm
Uzunluk : 80 mm
Et Kalınlığı : 0,6 mm
Malzeme : PP
Göz Adedi : 2
Mengene Kilitleme Gücünün Hesaplanmasında çeşitli yöntemler kullanılır.
Biz burada sizlere 3 yöntemi tanıtacağız.
YÖNTEM 1 :
1. Projeksiyon alanının hesaplanması
Projeksiyon alanı enjeksiyon yapılan noktadan bakıldığında görülen yüzey demektir.
Bu yüzeyin kaç cm2 olduğu hesaplanır.
( Projeksiyon alanı hesaplanması tüm yöntemler için zaruri dir.)
Enjeksiyon Noktasından bakıldığında Kalıp Kesişme Yüzeyinde görülen alan Dış çapın alanı olduğundan bu alnın hesaplanması gerekecektir.
Dairenin alan Formülü = π.r2
Çap 120 mm = 12 cm dolayısı ile r = 6 cm dir
Ayüzey = π.r2 = 3,14 x 6 x 6 = 113,04 cm2 dir.
2. Projeksiyon alanı hesaplandıktan sonra et kalınlığı veya duvar kalınlığı ( Sp ) ve akış mesafesine göre aşağıdaki diyagram 1 kullanılarak Kalıp İçerisinde Oluşan Spesifik Basınç Değeri bulunur. Hammadde : PP için
Diyagramın Akış Mesafesi ekseninden, Örnek parçanın Akış mesafesi (bu örnek için 120 mm = alt yarı çap + yükseklik ) ve diyagramdaki eğrilerden et kalınlığına tekabül eden eğri seçilir (Bu Örnekte Sp 0,6 eğrisi). 120 mm akış mesafesi ile 0,6 mm et kalınlığı eğrisinin çakıştığı noktadan alt taraftaki Kalıp İçerisinde Oluşan Basınç eksenine bir dikey çizilir ve malzeme cinsine ve akışkanlığına göre Kalıp İçerisinde Oluşan Spesifik Basınç bulunur.
Bu örnekte parçanın et kalınlığı 0,6 mm ve akış mesafesi 120 mm olduğuna göre ve Malzeme de PP olduğuna göre ,
Kalıp İçi Spesifik Basınç 800 Bar olarak Belirlenir
800 bar ≈ 8 kN / cm2
3. Kalıpta 2 göz olduğunu göre
Kilitleme Gücü = G x Ayüzey x pW
Kilitleme Gücü = 2 x 113 cm2 x 800 bar
Kilitleme Gücü = 2 x 113 x 8 = 1808 kN = 180 Ton
Bu üretim için seçmemiz gereken kilitleme gücü en az 180 Ton dur.
YÖNTEM 2 :
1. YÖNTEM 1 de olduğu gibi yine Projeksiyon Alanı hesaplanır.
2. Akış Uzunluğu ( L ) / Et Kalınlığı ( s ) oranı bulunur
Akış Uzunluğu = 120 mm ( Alt yarı çap = 40mm + Yükseklik=80mm )
Et Kalınlığı = 0,6 mm
Dolayısı ile L / s = 120 / 0,6 = 200 / 1 dir
3. Aşğıdaki Diyagram 2 de 200 / 1 eğrisi alınır ve 0,6 et kalınlığı ile çakıştığı nokta bulunur.
Bu noktadan Diyagram 2 nin sol tarafındaki Göz içi basınç Eksenine bir yatay çizgi çekilir ve Kalıp İçi spesifik basıncı bulunur
4. Yine YÖNTEM 1 de olduğu üzere :
Kalıpta 2 göz olduğunu göre
Kilitleme Gücü = G x Ayüzey x pW
Kilitleme Gücü = 2 x 113 cm2 x 800 bar
Kilitleme Gücü = 2 x 113 x 8 = 1808 kN = 180 Ton
Bu üretim için seçmemiz gereken kilitleme gücü en az 180 Ton dur.